



1 / 5

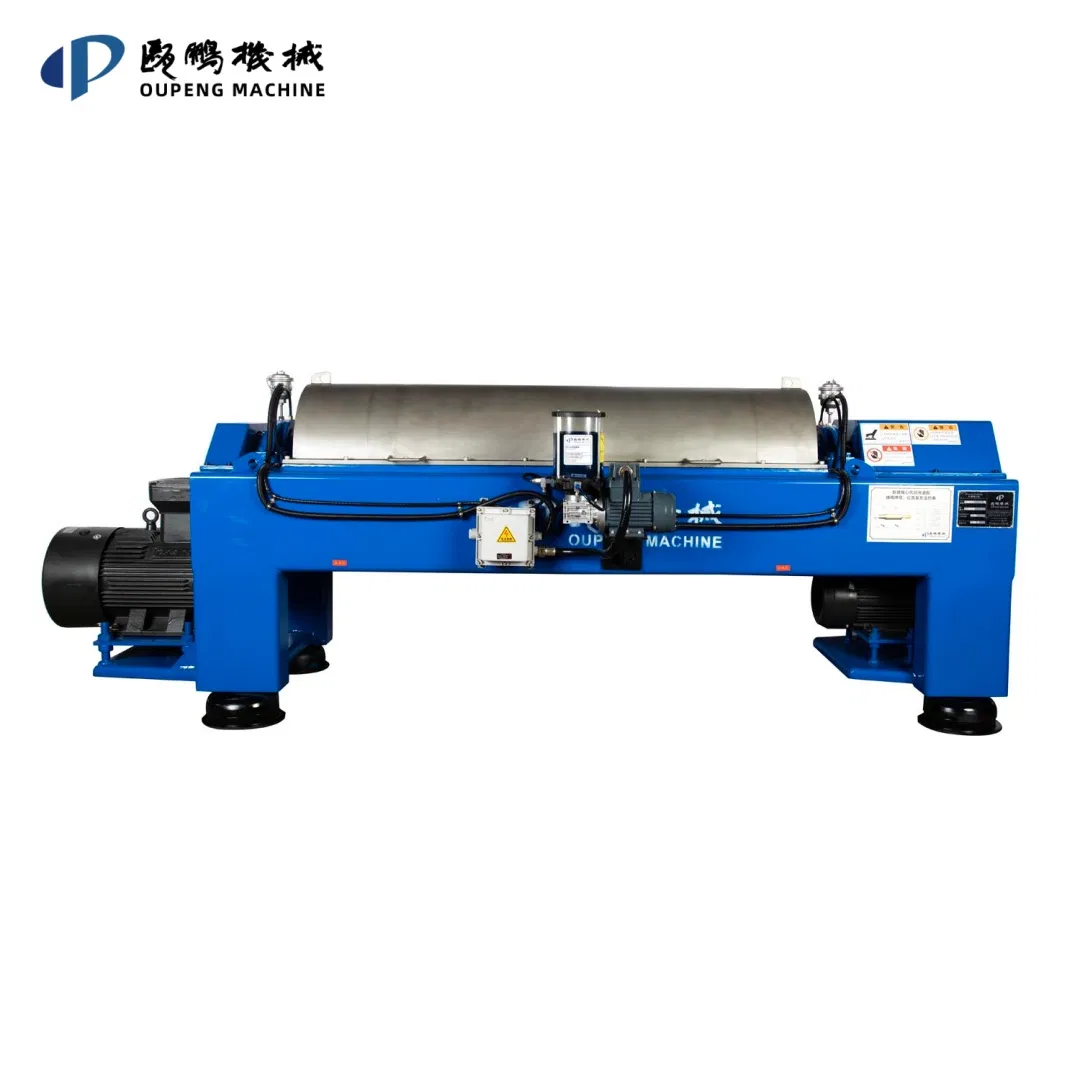
Our decanter centrifuges are industrial-grade equipment capable of continuous operation, featuring state-of-the-art automation that minimizes manual effort. Specifically designed for the pharmaceutical, biotechnology, and food industries, these units integrate seamlessly into CIP (Clean-in-Place) systems. Advanced monitoring functions ensure optimal interaction between all components for superior process stability.

| Specifications | SUPER100C | SUPER170C |
|---|---|---|
| Bowl ID | 10 " | 17 " |
| Bowl Speed | 5900 rpm | 4550 rpm |
| Max. Acceleration Factor | 5000 xg | 5000 xg |
| Differential Speed | 1.5-30 rpm | 1.5-30 rpm |
| Material | All parts in contact with materials are made of high quality stainless steel. | |
| Overall Dimension (LxWxH) | 2100 x 945 x 920 mm | 3000 x 1170 x 1250 mm |
| Weight | 1250 KG | 3000 KG |
| Bowl Drive | 15 KW | 37 KW |
| Scroll Drive | 4 KW | 7.5 KW |
With a legacy dating back to 1980, we possess over 40 years of practical experience in microporous filtration technology and over 30 years in centrifugal separation. As a leading manufacturer in the filtration and separation sector, we have pioneered PE microporous membrane tubes and advanced sedimentation centrifuges.
Our technical milestones include national invention patents for two-way flow filtration and thickening devices, as well as double-cone centrifuge technology capable of reaching up to 8,000 × g. We are recognized as a high-tech enterprise with numerous patent demonstrations and quality certifications.













